
Tal y como terminé comentando en la 1ª parte, el Simotion D410 DP viene preparado para cumplir categoría III de seguridad. Para que el funcionamiento de la barrera sea conforme hay que, en primer lugar, cablear desde el dispositivo de seguridad (en mi caso el relé de la barrera) un doble canal redundante.
El cableado será el siguiente: uno de los canales del relé de la barrera debe estar cableado a una de las primeras 4 entradas (DI0, DI1, DI2 ó DI3) del conector X121 en el frontal del Simotion. El otro canal debe estar cableado al borne 7 del conector X120 (EP). No olvidar cablear los correspondientes negativos, para más detalle consultar la completa documentación de Siemens. Con esto ya tenemos el doble canal redundante, ahora hay que configurar el equipo para que active la seguridad.
La seguridad no se maneja desde el Simotion, es tarea del Sinamics_integrated, lo cual tiene sentido ya que es el componente que ataca directamente al servomotor.
IMPORTANTE: Para realizar esta configuración es imprescindible estar on line con el Simotion.
21 de diciembre de 2009
11 de diciembre de 2009
Interrupción de tareas de movimiento en Simotion (parte 1ª)
Tengo una instalación con un Simotion D410 DP monoeje. Existe una barrera fotoeléctrica cuya misión es detener el movimiento del eje cuando se interrumpe y que una vez despejada continúe. Para conseguir este comportamiento he creado una Motion task que se ejecutará cíclicamente y tiene, programada en MCC (Motion Control Chart), el siguiente aspecto:

Lo que hago, básicamente, es vigilar la entrada en la que tengo cableada la señal del relé de la barrera y cuando detecto que se interrumpe, con el comando Stop axis, detengo el movimiento sin abortarlo (Normal stop without abort).

Lo que hago, básicamente, es vigilar la entrada en la que tengo cableada la señal del relé de la barrera y cuando detecto que se interrumpe, con el comando Stop axis, detengo el movimiento sin abortarlo (Normal stop without abort).
19 de noviembre de 2009
Trabajando con limitación de par en un Simotion
Para limitar el par de trabajo en un eje controlado por un Simotion se usa la función _enableTorqueLimiting y sirve tanto para ejes con control de velocidad, como para ejes de posicionamiento o ejes síncronos. Una característica muy importante cuando limitamos el par es que la vigilancia del error de seguimiento así como la vigilancia de posición se deshabilitan, ya que cuando el eje se encuentre que necesita limitar el par debe reducir su velocidad y se saldrá de la ventana teórica de posicionamiento.
El valor de limitación de par se puede cambiar en cualquier momento siendo de aplicación instantánea. Para eliminar la limitación existe la función _disableTorqueLimiting, aunque también se cancela con si aplicamos las funciones _resetAxis o _disableAxis.
El valor de limitación de par se puede cambiar en cualquier momento siendo de aplicación instantánea. Para eliminar la limitación existe la función _disableTorqueLimiting, aunque también se cancela con si aplicamos las funciones _resetAxis o _disableAxis.
13 de octubre de 2009
Leer el valor real de par en un Simotion D
En un Simotion se controlan ejes que deben estar asociados a un accionamiento (drive). En los Simotion D (D410, D425, etc.) el accionamiento es un Sinamics interno (Sinamics_integrated). Ya he hablado de como hacer una configuración con uno de estos sistemas en esta serie de entradas, pero ahora necesito una funcionalidad más. Por defecto, el telegrama 105 que comunica el Simotion con el Sinamics no transmite el valor real de par y es un dato interesante para analizar un montaje y comprobar, por ejemplo, si ha entrado una pieza muy dura o muy suave.
Para tener acceso al dato real de par cíclicamente debemos activar el bloque de datos tecnológicos (technology data block). El proceso es el siguiente:
Para tener acceso al dato real de par cíclicamente debemos activar el bloque de datos tecnológicos (technology data block). El proceso es el siguiente:
8 de octubre de 2009
Trabajando con un accionamiento Indramat Ecodrive03 desde un Siemens S7-300 (parte 2ª)
Primera parte aquí.
Configurado el accionamiento, lo debemos añadir a la red Profibus en el hardware del Step7. Para ello debemos tener los ficheros GSD correspondientes al accionamiento DKC03 instalados.

Buscamos en el árbol de componentes 'Otros aparatos de campo' => 'Accionamientos' => 'DKC03.3' y lo arrastramos sobre la red Profibus. Le asignamos la dirección que le corresponda y ahora hay que indicarle el tamaño de los datos a transmitir. Para ello recordamos lo que hemos configurado con el DriveTop en la trama Profibus y añadimos en el slot de entradas '6 words inputs' (12 bytes) y en el slot de salidas '7 words outputs' (14 bytes). Ambos a partir de la dirección 256 (100 en hexadecimal). Guardamos y compilamos y cerramos el hardware.
Configurado el accionamiento, lo debemos añadir a la red Profibus en el hardware del Step7. Para ello debemos tener los ficheros GSD correspondientes al accionamiento DKC03 instalados.

Buscamos en el árbol de componentes 'Otros aparatos de campo' => 'Accionamientos' => 'DKC03.3' y lo arrastramos sobre la red Profibus. Le asignamos la dirección que le corresponda y ahora hay que indicarle el tamaño de los datos a transmitir. Para ello recordamos lo que hemos configurado con el DriveTop en la trama Profibus y añadimos en el slot de entradas '6 words inputs' (12 bytes) y en el slot de salidas '7 words outputs' (14 bytes). Ambos a partir de la dirección 256 (100 en hexadecimal). Guardamos y compilamos y cerramos el hardware.
5 de octubre de 2009
Trabajando con un accionamiento Indramat Ecodrive03 desde un Siemens S7-300 (parte 1ª)
Tenía guardadas unas notas sobre la utilización de servomotores Indramat (ahora Rexroth) MKD071 y reguladores DKC03 (Ecodrive03) con un S7-300 a través de Profibus. He aprovechado para pasarlas a limpio y ponerlas aquí como referencia. Lo que voy a desarrollar en esta entrada son los pasos para hacer la configuración del accionamiento, su introducción en el hardware de un proyecto de Step7, así como unas notas sobre su programación.
Para empezar necesitamos el software de configuración de Indramat, llamado DriveTop, yo tengo la versión 16. No es necesaria licencia y se puede descargar de aquí. Es un software un poco espartano, se puede poner en español pero la traducción no está muy lograda, aún así cumple su función perfectamente.
Para hacer la configuración es preferible estar conectado al regulador, así detectará automaticamente los componentes, aunque también se puede hacer offline con limitaciones. La comunicación se hace mediante un cable serie que te puedes hacer, su conexionado es el siguiente:

Voy a empezar por la configuración del regulador del servomotor. Para ello arrancamos el DriveTop y le decimos que se conecte por RS232 al accionamiento. Si no tenemos el accionamiento disponible seleccionamos 'Simulación Offline'.
Para empezar necesitamos el software de configuración de Indramat, llamado DriveTop, yo tengo la versión 16. No es necesaria licencia y se puede descargar de aquí. Es un software un poco espartano, se puede poner en español pero la traducción no está muy lograda, aún así cumple su función perfectamente.
Para hacer la configuración es preferible estar conectado al regulador, así detectará automaticamente los componentes, aunque también se puede hacer offline con limitaciones. La comunicación se hace mediante un cable serie que te puedes hacer, su conexionado es el siguiente:

Voy a empezar por la configuración del regulador del servomotor. Para ello arrancamos el DriveTop y le decimos que se conecte por RS232 al accionamiento. Si no tenemos el accionamiento disponible seleccionamos 'Simulación Offline'.
30 de septiembre de 2009
Animaciones y entradas numéricas en una pantalla táctil Omron NT21
Recientemente he hablado muy por encima de como he enfocado un proyecto en el que se usa la pantalla Omron NT21. Ahora que he trabajado un poquito más con ella me parece interesante dejar por escrito un par de apuntes, uno sobre la creación de listas de imágenes y otro sobre la introducción de datos numéricos, que si bien son cosas que cuando las ves funcionando parecen sencillas, tienen su truquillo.
Voy a empezar por las listas de imágenes, que sirven para mostrar un dibujo en función del valor de una variable que, modificada desde el PLC, nos permite crear animaciones.
Lo primero es introducir las imágenes que necesitemos en la tabla de imágenes, para ello hacemos doble clic sobre 'Image Table'.

Aparece la tabla de imágenes, en este caso está vacía. Pulsamos sobre 'New'.
Voy a empezar por las listas de imágenes, que sirven para mostrar un dibujo en función del valor de una variable que, modificada desde el PLC, nos permite crear animaciones.
Lo primero es introducir las imágenes que necesitemos en la tabla de imágenes, para ello hacemos doble clic sobre 'Image Table'.

Aparece la tabla de imágenes, en este caso está vacía. Pulsamos sobre 'New'.
29 de septiembre de 2009
Programando en Omron: PLC compacto CPM2C y pantalla táctil NT21 (parte 2ª y última)
Primera parte aquí.
Ya me había olvidado totalmente del CX-Programmer, pero retomarlo ha sido relativamente fácil. Es un entorno de programación sencillo. La conexión con el PLC se hace automáticamente con la función 'Online automático', busca la comunicación variando distintos parámetros y cuando la encuentra te da la opción de recuperar el programa almacenado en el PLC (comentarios incluidos).

En el árbol de trabajo tenemos todas las funciones para configurar y programar. En primer lugar están los símbolos generales del proyecto, por defecto vienen algunos que nos serán útiles: un bit siempre a ON (P_On), otro siempre a OFF (P_Off), bits de resultados de comparación (P_EQ, P_GT, P_LT), indicador de primer ciclo (P_First_Cycle), bits de pulsos, etc.
Ya me había olvidado totalmente del CX-Programmer, pero retomarlo ha sido relativamente fácil. Es un entorno de programación sencillo. La conexión con el PLC se hace automáticamente con la función 'Online automático', busca la comunicación variando distintos parámetros y cuando la encuentra te da la opción de recuperar el programa almacenado en el PLC (comentarios incluidos).

En el árbol de trabajo tenemos todas las funciones para configurar y programar. En primer lugar están los símbolos generales del proyecto, por defecto vienen algunos que nos serán útiles: un bit siempre a ON (P_On), otro siempre a OFF (P_Off), bits de resultados de comparación (P_EQ, P_GT, P_LT), indicador de primer ciclo (P_First_Cycle), bits de pulsos, etc.
25 de septiembre de 2009
Programando en Omron: PLC compacto CPM2C y pantalla táctil NT21 (parte 1ª)
Hacía años que no tocaba un PLC de Omron y, la verdad, después de tanto trabajar con Siemens, sienta bien un cambio de aires. Esta vez me toca programar un CPM2C-10C1DR-D, un autómata pequeñito que lleva integradas 6 entradas y 4 salidas digitales. No es la última tecnología que tiene disponible Omron.

Como HMI (interfaz hombre-máquina) vamos a montar un panel táctil de Omron referencia NT21-ST121-E. Es un panel compacto (190 x 110 x 53.5 mm), monocromo, con un área de visualización de 117 mm horizontal x 63 mm vertical. Tiene una resolución de 260 x 140 puntos. La verdad es que acostumbrado a los paneles de Siemens, me parece ágil, los cambios de pantalla son rápidos y la única pega es un insoportable pitido que suena cada vez que interactúas con la pantalla y que no encuentro en el manual cómo desactivar.


Como HMI (interfaz hombre-máquina) vamos a montar un panel táctil de Omron referencia NT21-ST121-E. Es un panel compacto (190 x 110 x 53.5 mm), monocromo, con un área de visualización de 117 mm horizontal x 63 mm vertical. Tiene una resolución de 260 x 140 puntos. La verdad es que acostumbrado a los paneles de Siemens, me parece ágil, los cambios de pantalla son rápidos y la única pega es un insoportable pitido que suena cada vez que interactúas con la pantalla y que no encuentro en el manual cómo desactivar.

22 de septiembre de 2009
Recordando Step5 (parte 1ª)
De vez en cuando, aunque cada vez menos, uno se encuentra que tiene que modificar un viejo S5. Y volver de un entorno de ventanas al añejo MS-DOS cuesta, y cada vez es como partir de cero. Así que me he decidido en ratillos que tengo libres, para refrescar la memoria, ir desarrollando un proyecto en Step5 e ir tomando notas que están pensadas para ser un recordatorio rápido.
Hay muchos programadores que han pasado años lidiando con estos sistemas y se lo conocen al dedillo. Si tú eres uno de ellos y ves algo que no sea exacto, que esté incompleto o que simplemente esté mal te agradeceré que me lo indiques.
El modelo de PLC que tengo es un Simatic S5-95U que tiene este aspecto (cutre-foto con mi móvil):

Lleva integradas
- 16 entradas digitales (E32.0..E33.7)
- 16 salidas digitales (A32.0..A33.7)
- 8 entradas analógicas 0-10V (EW40..EW54)
- 1 salida analógica 0-10V ó 0-20mA (AW40)
- 4 entradas digitales de alarma (E34.0..E34.3)
- 2 entradas de contador rápido (EW36..EW38)
- 1 interfaz Profibus esclavo
No tengo conectada ninguna periferia adicional.
Hay muchos programadores que han pasado años lidiando con estos sistemas y se lo conocen al dedillo. Si tú eres uno de ellos y ves algo que no sea exacto, que esté incompleto o que simplemente esté mal te agradeceré que me lo indiques.
El modelo de PLC que tengo es un Simatic S5-95U que tiene este aspecto (cutre-foto con mi móvil):

Lleva integradas
- 16 entradas digitales (E32.0..E33.7)
- 16 salidas digitales (A32.0..A33.7)
- 8 entradas analógicas 0-10V (EW40..EW54)
- 1 salida analógica 0-10V ó 0-20mA (AW40)
- 4 entradas digitales de alarma (E34.0..E34.3)
- 2 entradas de contador rápido (EW36..EW38)
- 1 interfaz Profibus esclavo
No tengo conectada ninguna periferia adicional.
17 de septiembre de 2009
Parametrización sencilla de un variador de frecuencia Micromaster 420
De Pascuas a Ramos me toca instalar un variador de frecuencia, el modelo habitual que montamos es el Siemens Micromaster. Hace unos años asistí a una charla de Siemens donde se presentaban estos cacharros y tomé unas notas sobre su configuración.
El modelo que tengo es el Micromaster 420 que es un variador de propósito general, utilizable en cintas transportadoras, alimentadores giratorios, ventiladores, etc. Cutre-foto con mi móvil:

Dispone de 3 entradas digitales y una entrada analógica (convertible en digital) que por defecto vienen configuradas de la siguiente forma:
Entrada 1: ON/OFF (Arrancar o parar el motor).
Entrada 2: Inversión del sentido de giro.
Entrada 3: Acuse de fallo.
Entrada analógica: Consigna de frecuencia (mediante una señal externa o un potenciómetro).
Con la configuración de fábrica suele ser suficiente para las aplicaciones que hacemos habitualmente.
El modelo que tengo es el Micromaster 420 que es un variador de propósito general, utilizable en cintas transportadoras, alimentadores giratorios, ventiladores, etc. Cutre-foto con mi móvil:

Dispone de 3 entradas digitales y una entrada analógica (convertible en digital) que por defecto vienen configuradas de la siguiente forma:
Entrada 1: ON/OFF (Arrancar o parar el motor).
Entrada 2: Inversión del sentido de giro.
Entrada 3: Acuse de fallo.
Entrada analógica: Consigna de frecuencia (mediante una señal externa o un potenciómetro).
Con la configuración de fábrica suele ser suficiente para las aplicaciones que hacemos habitualmente.
10 de septiembre de 2009
Probando un encóder incremental Pepperl-Fuchs TRD-J con un PLC Siemens 313C-2DP
Tengo en mi mesa un PLC Siemens 313C-2DP para hacer pruebas (el mismo que usé en la entrada del servomotor de Festo). Este autómata viene preparado para la conexión de entradas de contaje rápido, ideales para leer un encóder incremental como el Peperl-Fuchs TRD-J 1000-RZ (características en PDF aquí, no lo he encontrado en la web de Pepperl-Fuchs). Estas notas describen el proceso de conexionado, configuración y programación para comprobar su funcionamiento.
El encóder sobre mi mesa tiene este aspecto (cutre-foto con mi móvil):

La frecuencia máxima que soportan las entradas de contaje rápido de este PLC son 30 kHz. La resolución del encóder son 1000 pulsos/vuelta. Por tanto tenemos una velocidad de giro máximo de 30 vueltas/segundo ó 1800 rpm. Teniendo en cuenta que lo voy a mover con la mano es más que suficiente.
Vamos con el cableado, primero conectamos las alimentaciones de 24 VDC necesarias;
El encóder sobre mi mesa tiene este aspecto (cutre-foto con mi móvil):

La frecuencia máxima que soportan las entradas de contaje rápido de este PLC son 30 kHz. La resolución del encóder son 1000 pulsos/vuelta. Por tanto tenemos una velocidad de giro máximo de 30 vueltas/segundo ó 1800 rpm. Teniendo en cuenta que lo voy a mover con la mano es más que suficiente.
Vamos con el cableado, primero conectamos las alimentaciones de 24 VDC necesarias;
7 de septiembre de 2009
Diseño de paneles de operador
Voy a cambiar un poco de tema, hablando de la parte más 'artística' del mundo de la automatización industrial: el diseño de paneles de operador. Cuando empecé a trabajar en mi empresa los paneles que montábamos habitualmente, quitando los de líneas de texto, eran los de Siemens de 6" y 10" táctiles. Al principio tenían 16 colores (TP27), más tarde 256 colores (TP270) y actualmente miles de colores (MP277). Si el tiempo de desarrollo del proyecto es crítico (como suele ser habitual) tiras por el camino rápido: botones con texto que cambian de color, algún dibujito con el paint y poco más.
Personalmente prefiero hacer los paneles más descriptivos, que se vea la máquina representada y que refleje sus movimientos y estados. El panel de operador es una de las partes que más hacen vistosa una máquina y un buen diseño (bonito y sobre todo práctico) ayuda a venderla y si la representación es en tres dimensiones pues ya queda la cosa chula.
Al principio mis compañeros hacían los dibujos de lás máquinas... ¡en WORD! Usaban las formas 3D del Word (cubos, cilindros, ...) para representar la máquina. Iban representando los movimientos e iban haciendo capturas de pantalla. Y lo cierto es que no quedaban mal, teniendo en cuenta que los paneles eran de 16 colores. La primera vez que me tocó desarrollar un panel desde cero ya trabajabamos con 256 colores y desarrollé mi propio método.
'Friki' fue el calificativo que me dedicaron mis compañeros cuando vieron cómo hacía los paneles. Uso el programa de diseño tridimensional POV-Ray, un programa gratuito y libre con el que se pueden hacer auténticas maravillas. Te lo puedes bajar de aquí en versión Windows.
Personalmente prefiero hacer los paneles más descriptivos, que se vea la máquina representada y que refleje sus movimientos y estados. El panel de operador es una de las partes que más hacen vistosa una máquina y un buen diseño (bonito y sobre todo práctico) ayuda a venderla y si la representación es en tres dimensiones pues ya queda la cosa chula.
Al principio mis compañeros hacían los dibujos de lás máquinas... ¡en WORD! Usaban las formas 3D del Word (cubos, cilindros, ...) para representar la máquina. Iban representando los movimientos e iban haciendo capturas de pantalla. Y lo cierto es que no quedaban mal, teniendo en cuenta que los paneles eran de 16 colores. La primera vez que me tocó desarrollar un panel desde cero ya trabajabamos con 256 colores y desarrollé mi propio método.
'Friki' fue el calificativo que me dedicaron mis compañeros cuando vieron cómo hacía los paneles. Uso el programa de diseño tridimensional POV-Ray, un programa gratuito y libre con el que se pueden hacer auténticas maravillas. Te lo puedes bajar de aquí en versión Windows.
3 de septiembre de 2009
Comunicación OPC entre un PLC software WinAC RTX y Visual Basic (Parte 2ª y última)
En la 1ª parte hemos dejado lista la parte del Step7, ahora vamos a meternos con el Visual Basic.
Creamos un proyecto nuevo con el Visual Basic 2008 Express y vamos a la pestaña de 'Referencias' para añadir el componente de Siemens para acceder al OPC. Pulsamos sobre Agregar... => Referencia

En la ventana de 'Agregar referencia' vamos a la pestaña 'COM' y buscamos la línea que pone 'Siemens OPC DAAutomation 2.0'. La seleccionamos y pulsamos el botón 'Aceptar'.
Creamos un proyecto nuevo con el Visual Basic 2008 Express y vamos a la pestaña de 'Referencias' para añadir el componente de Siemens para acceder al OPC. Pulsamos sobre Agregar... => Referencia

En la ventana de 'Agregar referencia' vamos a la pestaña 'COM' y buscamos la línea que pone 'Siemens OPC DAAutomation 2.0'. La seleccionamos y pulsamos el botón 'Aceptar'.
1 de septiembre de 2009
Comunicación OPC entre un PLC software WinAC RTX y Visual Basic (Parte 1ª)
En esta entrada tuve mi primer contacto con un PLC software de Siemens. Ya he trabajado un poco más con él y es tan sencillo como un S7-300 o un S7-400.
Como HMI (interfaz de usuario) tenía dos opciones. Una era usar un run-time del WinCC Flexible, el cual requiere pagar por una licencia; la otra era usar el servidor OPC de Siemens que viene con el Simatic NET y programar en Visual Basic. El servidor OPC NO requiere licencia (increíble) y el Visual Basic 2008 Express es gratuito y te lo puedes bajar de Microsoft.
Estas notas describen los pasos que di para implementar la segunda opción y ha funcionado todo bastante bien.
Como HMI (interfaz de usuario) tenía dos opciones. Una era usar un run-time del WinCC Flexible, el cual requiere pagar por una licencia; la otra era usar el servidor OPC de Siemens que viene con el Simatic NET y programar en Visual Basic. El servidor OPC NO requiere licencia (increíble) y el Visual Basic 2008 Express es gratuito y te lo puedes bajar de Microsoft.
Estas notas describen los pasos que di para implementar la segunda opción y ha funcionado todo bastante bien.
26 de agosto de 2009
Probando un Servomotor Festo MTR-DCI en un S7-300 (parte 2ª y última)
Primera parte aquí.
Para hacer las pruebas de funcionamiento conecté el servomotor a un PLC Siemens 313C-2DP maestro de Profibus.
Creamos un proyecto nuevo con el Simatic Manager, insertamos nuestra CPU y creamos la red Profibus a 12 Mbps con los parámetros por defecto. Abrimos la configuración hardware e importamos el fichero MTR_0974.gsd que viene en el CD de Festo; también se puede bajar de aquí.
Buscamos en el árbol de componentes
Para hacer las pruebas de funcionamiento conecté el servomotor a un PLC Siemens 313C-2DP maestro de Profibus.
Creamos un proyecto nuevo con el Simatic Manager, insertamos nuestra CPU y creamos la red Profibus a 12 Mbps con los parámetros por defecto. Abrimos la configuración hardware e importamos el fichero MTR_0974.gsd que viene en el CD de Festo; también se puede bajar de aquí.
Buscamos en el árbol de componentes
PROFIBUS-DP => Otros aparatos de campo => Accionamientos => Festo => Festo MTR-DCI DP-V0y lo arrastramos hasta la red Profibus, asignándole la misma dirección que la configurada con el FCT.
25 de agosto de 2009
Probando un servomotor Festo MTR-DCI en un S7-300 (parte 1ª)
Hace ya algo más de un mes recibí un servomotor Festo referencia MTR-DCI-32S-VCSC-EG14-R2PB. Es un servomotor de 24 VDC, el más pequeño con el que he trabajado, tiene la electrónica integrada, interface Profibus y la verdad es que me ha gustado bastante, la programación ha resultado sencilla y el funcionamiento óptimo. Si quieres ver sus características completas las tienes aquí (PDF).

En las imágenes se puede ver que lleva un display con botones para realizar la configuración, pero el modelo que tengo viene sin esta opción, entonces la configuración se realiza a través del puerto serie que lleva con el software Festo Configuring Tool (FCT), equivalente a lo que sería el Simocom de Siemens o el Drivetop de Indramat, pero más sencillo.

En las imágenes se puede ver que lleva un display con botones para realizar la configuración, pero el modelo que tengo viene sin esta opción, entonces la configuración se realiza a través del puerto serie que lleva con el software Festo Configuring Tool (FCT), equivalente a lo que sería el Simocom de Siemens o el Drivetop de Indramat, pero más sencillo.
20 de agosto de 2009
Balance
Haciendo un poco de balance de las entradas que llevo escritas parece que el tema principal es Siemens y su sistema Simotion. Ciertamente Siemens es la marca de automatización dominante en mi empresa, está presente en algo así como en el 90% de las máquinas que hacemos, sin embargo con Simotion habremos realizado una media docena en los últimos años. El motivo de que hable tanto de Simotion es que es algo distinto a programar un PLC. El software es un poco particular y el aprendizaje es un poco duro al principio, aunque cuando le coges el 'punto' te das cuenta de que es cómodo de programar. Tiene sus defectos (a menudo pequeños cambios de programa implican tener que pasar la CPU a Stop, requiere un PC potente y con mucha RAM si no quieres eternizarte) pero en cada nueva versión ves mejoras importantes.
Si quieres saber un poco más de los sistemas Simotion, la Universidad de Vigo, en su servicio de vídeo bajo demanda, tiene una presentación que realizó D. Roberto Pascual, responsable de producto de equipos para máquinas especiales de Siemens España, para las las Jornadas de Automatización Industrial (J.A.I.) que organizó la Universidad de Vigo en el 2005. Lo puedes ver aquí.
En la página web de las J.A.I. 2005 hay también otras presentaciones de Siemens y de otros fabricantes, y algunas son francamente interesantes, el enlace es este.
En próximas entradas espero dar un poco más de variedad al contenido del blog.
Si quieres saber un poco más de los sistemas Simotion, la Universidad de Vigo, en su servicio de vídeo bajo demanda, tiene una presentación que realizó D. Roberto Pascual, responsable de producto de equipos para máquinas especiales de Siemens España, para las las Jornadas de Automatización Industrial (J.A.I.) que organizó la Universidad de Vigo en el 2005. Lo puedes ver aquí.
En la página web de las J.A.I. 2005 hay también otras presentaciones de Siemens y de otros fabricantes, y algunas son francamente interesantes, el enlace es este.
En próximas entradas espero dar un poco más de variedad al contenido del blog.
19 de agosto de 2009
Actualización del firmware de un Simotion C230-2 y de un Simodrive 611U
Hace pocos meses me tocó actualizar la última máquina que hicimos con una configuración Simotion + Simodrive, como la descrita en esta serie de entradas. En anteriores ocasiones, para hacer las actualizaciones, vino un técnico de Siemens con nosotros y tomé nota de todos los pasos.
[ACLARACIÓN: los problemas de cuelgues del Simotion C230-2 son para la CPU referencia 6AU1 230-2AA00-0AA0, un modelo ya descatalogado. Las versiones más modernas no sufren de este problema.]
El firmware para los Simotion C se puede bajar de aquí.
Los pasos ha seguir se resumen en:
[ACLARACIÓN: los problemas de cuelgues del Simotion C230-2 son para la CPU referencia 6AU1 230-2AA00-0AA0, un modelo ya descatalogado. Las versiones más modernas no sufren de este problema.]
El firmware para los Simotion C se puede bajar de aquí.
Los pasos ha seguir se resumen en:
- Actualización de la configuración hardware del proyecto.
- Actualización de paquetes tecnológicos.
- Actualización de bibliotecas.
- Copia de seguridad de los datos de programa y de la MMC.
- Formateado de la MMC y borrado de la memoria interna del Simotion C230-2.
- Actualización del firmware del Simotion C230-2.
- Actualización del firmware del Simodrive 611U (regulador y tarjeta Profibus).
- Transferencia del proyecto.
18 de agosto de 2009
Configuración de un proyecto con Simotion Scout y Simodrive - Parte 3ª y última
Primera parte aquí y segunda parte aquí.
Teniendo los ejes listos en el Simotion hay que configurarlos en la parte Simodrive.
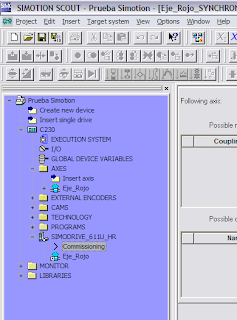
En la ventana de proyecto del SIMOTION SCOUT, expandir SIMODRIVE_611U_HR y hacer doble clic sobre Commissioning.
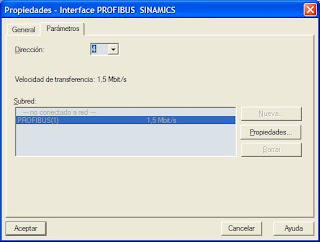
Se abre el Administrador SIMATIC. Para configurar los ejes existen dos opciones. Si se está conectado on-line al accionamiento, se accede: Botón derecho sobre SIMODRIVE 611U => Sistema de destino => Gestionar accionamiento => Parametrización. Con esto se abre el Simocom U y se realizaría la parametrización sobre la RAM del accionamiento, no olvidando salvarla al finalizar (tanto en la ROM del accionamiento como en el proyecto).
Teniendo los ejes listos en el Simotion hay que configurarlos en la parte Simodrive.
En la ventana de proyecto del SIMOTION SCOUT, expandir SIMODRIVE_611U_HR y hacer doble clic sobre Commissioning.

Se abre el Administrador SIMATIC. Para configurar los ejes existen dos opciones. Si se está conectado on-line al accionamiento, se accede: Botón derecho sobre SIMODRIVE 611U => Sistema de destino => Gestionar accionamiento => Parametrización. Con esto se abre el Simocom U y se realizaría la parametrización sobre la RAM del accionamiento, no olvidando salvarla al finalizar (tanto en la ROM del accionamiento como en el proyecto).
Configuración de un proyecto con Simotion Scout y Simodrive - Parte 2ª
En la primera parte terminé con la configuración de la comunicación Profibus, ahora toca crear los ejes, que nos servirán para manejar cada uno de los motores.
Para insertar un eje hacer doble clic sobre «Insert axis».

Se da un nombre al eje y se selecciona la tecnología a emplear (influye en las licencias que se necesitarán). Cada tecnología incluye a las anteriores. Pulsar OK.
Para insertar un eje hacer doble clic sobre «Insert axis».

Se da un nombre al eje y se selecciona la tecnología a emplear (influye en las licencias que se necesitarán). Cada tecnología incluye a las anteriores. Pulsar OK.
14 de agosto de 2009
Configuración de un proyecto con Simotion Scout y Simodrive - Parte 1ª
Dedicaré tres artículos a unas notas del año 2004 ó 2005 sobre la configuración de un sistema Simotion C230-2 (referencia 6AU1230-2AA00-0AA0) con Simodrive. Es la misma temática que la que traté en la serie de entradas sobre Simotion con Sinamics pero con tecnología más antigua. El Simotion Scout estaba mucho menos evolucionado y surgían siempre imprevistos. Las capturas que acompañan este texto son del Scout V3.x, así que en el software actual puede que haya discordancias. De todas formas, las últimas versiones (hasta la fecha) permiten configurar equipos antiguos, descatalogados y problemáticos como éste. Si te encuentras uno de estos cacharros asegúrate que esté actualizado el firmware a la última versión (seguramente le dedique una entrada a la actualización del firmware de estos sistemas).
[Actualización: Aquí están las instrucciones de actualización.]
Empecemos: abrimos el Scout, se pulsa en el icono de la hoja en blanco para crear un proyecto nuevo, se escoge una ruta para el proyecto y se le asigna un nombre.


Aparece el árbol de proyecto. Doble clic sobre «Create new device».
[Actualización: Aquí están las instrucciones de actualización.]
Empecemos: abrimos el Scout, se pulsa en el icono de la hoja en blanco para crear un proyecto nuevo, se escoge una ruta para el proyecto y se le asigna un nombre.


Aparece el árbol de proyecto. Doble clic sobre «Create new device».
13 de agosto de 2009
Configuración de un Sinamics S120 en un proyecto de Step7
Hace algo más de un año me tocó trabajar con un Sinamics S120, en un proyecto de Step7. Estas son las notas que tomé en su momento.
NOTA: En esta entrada ya he hablado sobre la configuración de un Sinamics, pero en un sistema Simotion.
Para empezar creamos un proyecto nuevo, configuramos la CPU, en mi caso una 313C-2DP, creamos una red Profibus y buscamos en el árbol de componentes la referencia del Sinamics que tengamos.

Arrastramos el Sinamics sobre la red Profibus y le asignamos una dirección, en mi caso, la 4.
NOTA: En esta entrada ya he hablado sobre la configuración de un Sinamics, pero en un sistema Simotion.
Para empezar creamos un proyecto nuevo, configuramos la CPU, en mi caso una 313C-2DP, creamos una red Profibus y buscamos en el árbol de componentes la referencia del Sinamics que tengamos.

Arrastramos el Sinamics sobre la red Profibus y le asignamos una dirección, en mi caso, la 4.

12 de agosto de 2009
Configuración de un proyecto con Simotion Scout - Parte 4ª y última
Esta es la cuarta y última entrada de la serie de configuración de un sistema Simotion; puedes leer la primera parte aquí, la segunda aquí y la tercera aquí.
Pues vamos a ello, una vez tenemos las tramas Profibus configuradas hay que crear los ejes que nos van a servir para controlar cada uno de los motores.
En el árbol de proyecto, en la parte 'AXES' doble clic sobre 'Inser axis'

Le asignamos un nombre al eje y selecionamos las tecnologías que queremos usar, marcamos todas (regulación de velocidad, posicionado y sincronización entre ejes). Pulsamos 'OK'.
Pues vamos a ello, una vez tenemos las tramas Profibus configuradas hay que crear los ejes que nos van a servir para controlar cada uno de los motores.
En el árbol de proyecto, en la parte 'AXES' doble clic sobre 'Inser axis'

Le asignamos un nombre al eje y selecionamos las tecnologías que queremos usar, marcamos todas (regulación de velocidad, posicionado y sincronización entre ejes). Pulsamos 'OK'.
10 de agosto de 2009
Configuración de un proyecto con Simotion Scout - Parte 3ª
Continúo con las notas que tomé en el curso de Motion Control de Siemens, ahora toca configurar las tramas de comunicación Profibus.
Primera parte aquí y segunda aquí.
En el árbol de proyecto, en la parte de 'SINAMICS_Integrated', hacemos doble clic sobre 'Configuration'.

En la pestaña 'PROFIBUS message frame' hay que configurar el telegrama Siemens 105 para cada uno de los servomotores.
Primera parte aquí y segunda aquí.
En el árbol de proyecto, en la parte de 'SINAMICS_Integrated', hacemos doble clic sobre 'Configuration'.

En la pestaña 'PROFIBUS message frame' hay que configurar el telegrama Siemens 105 para cada uno de los servomotores.
4 de agosto de 2009
Configuración de un proyecto con Simotion Scout - Parte 2ª
Sigo con las notas que tomé en el curso de Motion Control de Siemens.
Primera parte aquí.
Me quedé justo en el punto en cual configuré el hardware y la red. Ahora toca configurar el 'Sinamics integrated'. Lo primero es retomar los ajustes de fábrica para evitar cualquier interferencia de configuraciones previas. Para ello vamos al árbol de proyecto y sobre 'Sinamics_Integrated' hacemos clic con el botón derecho y seleccionamos 'Target device -> Restore factory settings' y confirmamos.


Esperamos a que se complete la operación y a continuación hacemos doble clic sobre 'Automatic Configuration'.
Primera parte aquí.
Me quedé justo en el punto en cual configuré el hardware y la red. Ahora toca configurar el 'Sinamics integrated'. Lo primero es retomar los ajustes de fábrica para evitar cualquier interferencia de configuraciones previas. Para ello vamos al árbol de proyecto y sobre 'Sinamics_Integrated' hacemos clic con el botón derecho y seleccionamos 'Target device -> Restore factory settings' y confirmamos.


Esperamos a que se complete la operación y a continuación hacemos doble clic sobre 'Automatic Configuration'.
3 de agosto de 2009
Mapeado de entradas/salidas en un PLC Beckhoff BC3100
[ACTUALIZACIÓN: Alguien de Beckhoff ha leído el blog y el departamento comercial se ha puesto en contacto conmigo para hacer alguna aclaración. Entiendo por lo que me cuenta que es normal que el KS2000 no haga bien la configuración con el BC3100, ya que no está soportada esta función, y aclara que "la serie BC3100 fue de los primeros PLCs con I/F PROFIBUS DP y que actualmente el BC3150 soporta el System Manager para poder vincular sus variables globales a E/S físicas del PLC." De todas formas no me gustaría que quedase la impresión de que no me ha gustado programar en Beckhoff, tan sólo he usado el PLC para una función muy concreta y ha funcionado perfectamente.]
En mi primera entrada conté como se realizaba la comunicación Profibus entre un PLC Beckhoff BC3100 y un Siemens S7-300; las pruebas las hice con un técnico de Beckhoff y claro, con su ayuda todo salió rodado. Ahora me he puesto yo solo contra el BC3100 y no ha salido todo tan bien. Este PLC es un poco particular con el mapeado de entradas/salidas, ya que no solo depende de la posición de las tarjetas en el bastidor, si no que también importa el tipo de tarjeta. En teoría, si nos conectamos con la aplicación KS2000 de Beckhoff al PLC con todos sus módulos conectados debería leer el mapeado y mostrárnoslo... pero por lo visto, al menos con este PLC, falla:
En mi primera entrada conté como se realizaba la comunicación Profibus entre un PLC Beckhoff BC3100 y un Siemens S7-300; las pruebas las hice con un técnico de Beckhoff y claro, con su ayuda todo salió rodado. Ahora me he puesto yo solo contra el BC3100 y no ha salido todo tan bien. Este PLC es un poco particular con el mapeado de entradas/salidas, ya que no solo depende de la posición de las tarjetas en el bastidor, si no que también importa el tipo de tarjeta. En teoría, si nos conectamos con la aplicación KS2000 de Beckhoff al PLC con todos sus módulos conectados debería leer el mapeado y mostrárnoslo... pero por lo visto, al menos con este PLC, falla:
8 de julio de 2009
Primer contacto con un PLC software: Siemens WinAC RTX
Estoy preparando un proyecto en el que voy a tener un ordenador portátil y como también necesito funciones de PLC pues vamos a instalar un PLC software, en este caso el WinAC RTX de Siemens.
Aún no dispongo de todo el material, así que para ir haciendo pruebas he recuperado una vieja programadora de Siemens (un Pentium III con 512 MB de RAM) Y le he instalado el WinAC RTX. Además esta programadora lleva integrada una CP 5611 Profibus, que en varios documentos de Siemens dice que está soportada,pero después de varios intentos infructuosos por hacerla funcionar y revisando otra vez la documentación, descubro que sólo sirve la versión 'A2' de esta CP. Mala suerte.
[ACTUALIZACIÓN: Pues va a resultar que esta CP 5611 sí funciona como maestro de una red Profibus, lo que no he conseguido es programarla conectándome directamente con otro ordenador, aunque ahora que tengo la programadora definitiva no tengo tiempo para ver que he hecho mal, quizás más adelante.]
Aún no dispongo de todo el material, así que para ir haciendo pruebas he recuperado una vieja programadora de Siemens (un Pentium III con 512 MB de RAM) Y le he instalado el WinAC RTX. Además esta programadora lleva integrada una CP 5611 Profibus, que en varios documentos de Siemens dice que está soportada,
[ACTUALIZACIÓN: Pues va a resultar que esta CP 5611 sí funciona como maestro de una red Profibus, lo que no he conseguido es programarla conectándome directamente con otro ordenador, aunque ahora que tengo la programadora definitiva no tengo tiempo para ver que he hecho mal, quizás más adelante.]
7 de julio de 2009
Configuración de un proyecto con Simotion Scout - Parte 1ª
Hace ya más de un año asistí a un cursillo de una semana en Siemens sobre programación en sistemas Sinamics/Simotion (breve descripción de estos sistemas aquí). En sucesivas entradas iré publicando las notas que tomé.
La herramienta de ingeniería para programarlos es el Simotion Scout. Para ejecutarlo con soltura se necesita un equipo con un buen procesador y cuanta más memoria RAM mejor. Es necesaria una licencia de Siemens y NO hay traducción al español.
En el curso teníamos un Simotion D435 conectado a un par de motores en una maleta de demostración.
La herramienta de ingeniería para programarlos es el Simotion Scout. Para ejecutarlo con soltura se necesita un equipo con un buen procesador y cuanta más memoria RAM mejor. Es necesaria una licencia de Siemens y NO hay traducción al español.
En el curso teníamos un Simotion D435 conectado a un par de motores en una maleta de demostración.
Copias de seguridad de licencias Siemens
ATENCIÓN: Cuidado con el uso del programa aquí mencionado, hay que ejecutarlo con privilegios de administrador y puede causar pérdida de datos. Declino cualquier responsabilidad, si lo usas es por tu cuenta y riesgo.
Hasta hace relativamente poco, las licencias de Siemens venían en unos discos de 3,5" amarillos. Para hacer copias de seguridad de estas licencias el único programa que funciona (que yo sepa) es el FDA.EXE, que tenía que ser ejecutado en MS-DOS.
Actualmente Siemens envía sus licencias en memorias USB de 128 MB de capacidad. Probando he conseguido hacer copias de seguridad mediante el comando dd (disk dump) que viene con cualquier distribución de GNU/Linux, y que tiene versión para Windows, que se puede bajar de aquí.
Hasta hace relativamente poco, las licencias de Siemens venían en unos discos de 3,5" amarillos. Para hacer copias de seguridad de estas licencias el único programa que funciona (que yo sepa) es el FDA.EXE, que tenía que ser ejecutado en MS-DOS.
Actualmente Siemens envía sus licencias en memorias USB de 128 MB de capacidad. Probando he conseguido hacer copias de seguridad mediante el comando dd (disk dump) que viene con cualquier distribución de GNU/Linux, y que tiene versión para Windows, que se puede bajar de aquí.
Comunicación PLC Siemens S7-300 con PLC Beckhoff BC3100 a través de Profibus
Hace unos días estuve con técnico de Beckhoff para hacer pruebas de comunicación Profibus entre un autómata de Siemens 313C-2DP y un Beckhoff BC3100.
Esta es mi primera toma de contacto con un Beckhoff y tiene buena pinta. Lo primero es conocer la peculiaridades de direccionamiento de Beckhoff. En la pruebas que hice tenía el autómata configurado con:
Esta es mi primera toma de contacto con un Beckhoff y tiene buena pinta. Lo primero es conocer la peculiaridades de direccionamiento de Beckhoff. En la pruebas que hice tenía el autómata configurado con:
- una tarjeta de 8 entradas digitales
- una tarjeta de 8 salidas digitales
- una tarjeta de entrada analógica
- una tarjeta de salida analógica
Suscribirse a:
Entradas (Atom)

