Nota: entiéndase tiempo de ciclo como el tiempo que transcurre desde que obtenemos una pieza terminada y la siguiente.
Para ello voy a suponer que mi máquina está comandada por un PLC S7-300 y como HMI tengo un panel táctil de Siemens como el MP277, y sobre esta base voy a programar lo que sería una visualización sencilla de los últimos diez tiempos de ciclo.
En este ejemplo el PLC calculará el tiempo ciclo y mediante una variable booleana le indicará al panel que recoja el dato. Luego el panel leerá el dato y lo introducirá en una tabla de valores, los visualizará por orden de recepción (primero el más reciente) y marcará con color verde el menor y con color amarillo el mayor. La visualización quedará tal como se muestra a continuación:

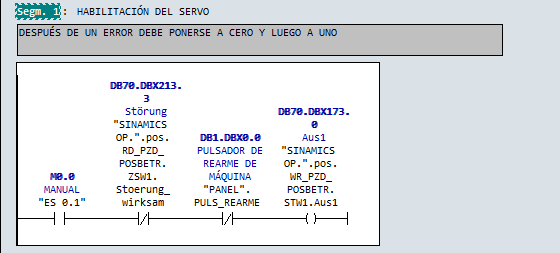
Empecemos con la programación en el PLC.